Argon Gas Welding: Creating Strong and Durable Welds

Introduction
Have you ever wondered how metals are fused together to create strong and durable welds? Argon gas welding is a process that uses an electric arc to melt metals and join them. You've probably seen some amazing metal sculptures or architectural details and wondered how all those pieces were put together - argon gas welding is a technique that makes it possible. Using an inert gas like argon to shield the weld from contaminants, an electric arc is created between an electrode and the metal pieces. This arc melts the metals, and as they cool, a strong weld is formed. With the right technique and settings, argon gas welding can produce high quality welds that are suited for artistic, industrial, and structural purposes. Read on to learn the basics of how this welding process works and why it creates such strong and long-lasting welded joints.
Read more...Mastering Argon Welding: Techniques, Equipment, and Best Practices
Takeaway
- Argon gas is essential for TIG and MIG welding, providing a stable and inert shielding environment that protects the weld area from atmospheric contamination.
- Produces high-quality, precise, and clean welds—especially important for welding non-ferrous metals like aluminum, stainless steel, and magnesium.
- Minimizes oxidation and porosity, resulting in stronger, more durable weld joints.
- Argon’s inert properties ensure minimal chemical reaction with molten metal, maintaining the integrity of the base materials.
What is Argon Gas Welding
Argon gas welding, also known as gas tungsten arc welding (GTAW), is a versatile welding process that uses an electric arc between a non-consumable tungsten electrode and the metals being joined. An argon shielding gas protects the weld from contamination by the atmosphere.
To get started, you'll need some basic equipment:
- A welding machine that can provide the necessary high frequency and high voltage needed for argon gas welding.
- A tungsten electrode made of tungsten or an alloy like tungsten-rhenium or tungsten-thoriu to conduct the current. The electrode is non-consumable, meaning it does not melt during welding.
- Argon shielding gas to protect the weld pool from oxygen and nitrogen. Argon is inert, meaning it does not chemically react.
- Additional equipment like a welding helmet, gloves, welding cart, and clamps to hold the workpieces in place.
To make a weld, hold the tungsten electrode over the joint between the two metals. An electric arc will form, melting the metals. At the same time, argon gas flows over the weld pool, shielding it from the air. You create a weld by moving the arc along the joint. Argon gas welding requires practice to master but can produce high quality, spatter-free welds on nearly all metals.
The most common types of welds for argon gas welding are the butt joint, lap joint, and tee joint. Butt joints are end-to-end, lap joints overlap, and tee joints are two pieces in a T-shape. With some practice, you'll be making strong and durable welds in no time!
The Benefits of Argon Gas Welding
Argon gas welding, also known as TIG welding, offers some significant benefits over other welding methods.
First, it produces high quality, spatter-free welds that require little finishing work. The argon gas shields the weld from contaminants, creating a clean, uniform weld bead. This results in welds that are strong, corrosion-resistant, and have an attractive appearance.
Argon gas welding also allows you to weld thin materials while maintaining control of the weld pool. The concentrated heat of the tungsten electrode permits welding of materials as thin as 0.020 inches without risk of burn-through. You have enhanced visibility of the weld pool, enabling precise control of weld penetration and weld shape.
In addition, argon gas welding generates little smoke, resulting in a clear view of the weld joint during welding. The lack of spatter means less need for grinding and rework. This results in faster production times, lower costs, and happier welders.
Argon gas also creates an inert shielding gas that prevents the weld metal from becoming contaminated by the surrounding air. This results in a weld that is stronger and more resistant to corrosion. The shielding gas also prevents oxidation and allows you to weld reactive metals like aluminum, magnesium, and copper alloys.
Finally, argon gas welding produces a narrow weld bead, minimal distortion, and low heat input. This results in less warping and buckling, especially useful when welding thin materials. The lower heat input also means less change in the metallurgical structure of the base metal, which can alter its mechanical properties.
In summary, argon gas welding offers numerous benefits like high quality, spatter-free welds, good control, and the ability to weld thin or reactive materials. The result is strong, durable welds ideal for a variety of materials and applications.
Read more...Argon Gas: Properties, Uses and Applications
Argon Gas Welding Equipment Needed
To get started with argon gas welding, you’ll need some essential equipment. Let’s go over the basics so you can get set up and start welding.
Argon Gas Tank
The most important thing you need is a tank of 100% argon shielding gas. Argon is an inert gas that protects the weld puddle from oxygen and other contaminants in the air that can weaken the weld. You’ll want at least a size 75 or larger tank so you don’t have to refill as often
Regulator
A regulator attaches to your argon tank to control the flow of gas. Choose a regulator specifically meant for argon or inert gas. The regulator will allow you to adjust the flow rate which typically ranges from 20 to 40 cubic feet per hour for most welding projects.
Gas Hose
A special reinforced hose carries the argon gas from the regulator to your welder. The hose must be rated for high pressure gas use. Standard rubber hoses will not work and can be dangerous. The hose attaches to the outlet side of the regulator and the inlet side of your welder.
TIG Welder
The most common welder used for argon gas welding is a TIG or tungsten inert gas welder. A TIG welder uses a tungsten electrode to create an arc that melts the metal. The argon gas flows through the welder surrounding the weld puddle. You’ll want at least a 165 amp TIG welder for most projects.
Tungsten Electrodes
Tungsten electrodes conduct the electrical current to create the welding arc. They come in various sizes to match the thickness of the metal you’re welding. Tungsten electrodes must be properly sharpened to a point to work with argon gas.
Welding Torch
The welding torch delivers the argon gas and controls the tungsten electrode. It allows you to precisely direct the arc and weld puddle. The torch has a trigger to start and stop the flow of electricity and gas.
With this equipment and a steady hand, you'll be laying down high-quality, durable argon gas welds in no time. Let me know if you have any other questions!
Argon Gas Welding Equipment and Applications
Read more...Choosing the Right Welding Gas for Your Project: A Step-by-Step Guide
How to Set Up Your Argon Gas Welding System
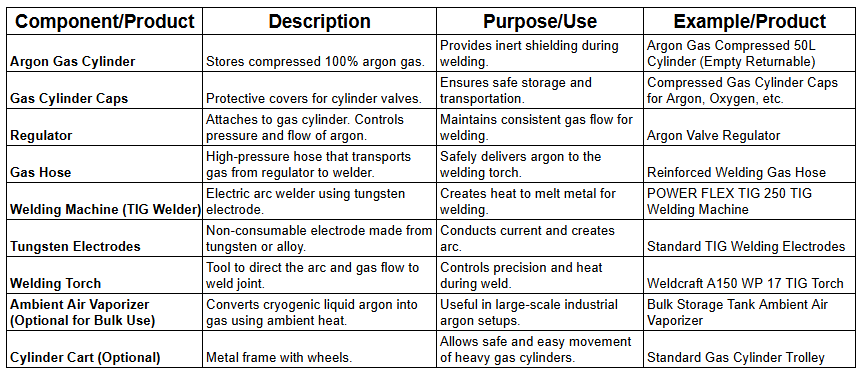
To set up your argon gas welding system, you'll need a few key components.
First, you'll need an argon gas cylinder to hold the shielding gas. Argon gas cylinders come in a variety of sizes, so choose one that suits the amount of welding you'll be doing. You'll also need a cylinder cart to maneuver the tank easily.
Next, you'll need a regulator to control the flow of argon gas from the cylinder. The regulator attaches directly to the cylinder and allows you to adjust the pressure. For most welding applications, set the regulator to between 10 to 30 cubic feet per hour.
You'll also need a gas hose to transport the argon gas from the regulator to the welding torch. Get a hose specifically rated for welding use that can withstand high pressures. Standard garden hoses will not work and could be dangerous.
An argon gas valve attaches to the end of the hose to start and stop the flow of gas. The valve should have an adjustable knob so you can control the amount of gas flow.
Finally, you'll need a welding torch to direct the argon gas over your weld. The torch attaches to the argon gas valve and hose. Most torches allow you to adjust the flow of argon gas at the torch end as well for maximum control.
Once you have the necessary components, connect the argon gas cylinder to the regulator, then attach the hose to the regulator and run it to your welding torch. Adjust the regulator and valves to the proper argon gas flow levels. Ensure all connections are secure and leak-free before igniting your welding torch. With the right set up and a steady hand, you'll be laying down clean, oxidation-free welds in no time!
Argon Gas Welding Techniques for Strong Welds
To achieve strong, durable welds with argon gas welding, focus on using the proper techniques. Argon gas welding, also known as TIG welding, requires practice and patience to master.
Prepare the Base Metals
Clean the base metals to remove any dirt, oil, or debris. Grind down any rough surfaces or edges. The base metals must be securely clamped in place to prevent movement during welding. For the best results, hold the torch at a 90° angle to the base metals.
Adjust the Currt
The amount of current used depends on the thickness of the metals being joined. Start with a lower amperage setting, then slowly increase the current in small increments until you achieve a stable arc. Too high of a current can damage the base metals by overheating them. Pay attention to the color and sound of the arc — it should appear concentrated and make a smooth buzzing sound. An unstable, sputtering arc indicates the current needs adjusting.
Manipulate the Arc
Once you strike an arc, hold the torch in one place and gently wiggle or circle it to create a weld pool. Dip the arc in and out of the weld pool using small circular motions or an up and down motion. The key is to keep the arc and weld pool contained to the area you want to weld. Practice creating smooth, controlled movements. Work slowly until you get the feel of it.
Add Filler Metal
As the weld pool forms, add the filler metal to the leading edge of the weld pool. synchronize adding the filler metal with the arc and weld pool manipulations. Adding too much filler metal at once can extinguish the arc. With practice, adding the filler metal will become second nature.
Following these techniques and practicing will have you welding confidently with argon gas in no time. Don't get discouraged if your first few welds aren't perfect. Like any skill, mastery takes practice. Focus on understanding the fundamentals and be patient with yourself as you learn.
Frequently Asked questions
1. What is PPE in welding?
Welding PPE: What Is It? The personal protective equipment, or PPE, that welders wear is a collection of safety gear. They are meant to shield workers from potential damage while they perform their duties, hence they must be worn during operations.
2. Is arc welding better than gas welding?
Gas welding is ideal for non-ferrous metals, whereas arc welding supports both ferrous and non-ferrous metals. Most professional welders will agree that gas welding is more difficult than arc welding. It requires greater precision due to its gas-based fuel. Arc welding, in comparison, is easier.
3. What is required for arc welding?
For the arc welding, the temperature of the arc should be 3500° C. At this temperature, mechanical pressure for melting is not required. Both AC and DC can be used in arc welding. Arc welding usually requires high current (over 80 amperes) and it may need around 12000 amperes in spot welding.
4. Is argon gas safe to use?
Yes, argon is non-toxic and non-flammable. However, it displaces oxygen in enclosed areas, so always ensure proper ventilation when welding indoors.
5. How do I know what flow rate to set for argon gas?
For TIG welding, typical flow rates range from 10–30 CFH (cubic feet per hour) depending on torch size, nozzle, and ambient conditions.
Related Articles
Understanding TIG vs MIG welding machines: A comprehensive guide
12 essential welding equipment for fabrication work
An Overview of Different Types of Arc Welding Machines
Conclusion
So there you have it. Argon gas welding is an efficient and effective method for creating strong welds between for controlled and concentrated heat application. The end result is a clean weld with maximum penetration and strength.
While the equipment and gas can be a bit pricey, argon gas welding provides high quality welds for many industrial and commercial applications. For fabricating and repairing metal equipment or structures, argon gas welding is a technique that belongs in every welder’s toolkit.
Now you’re equipped with the basics to get started and can dive in deeper to master the art of argon gas welding. Create some sparks and make strong, durable welds that will stand the test of time.
Ready to elevate your welding game? Browse high-quality argon gas cylinders, TIG welders, torches, and accessories on Tikweld.com. Equip yourself with the right tools and start creating stronger, cleaner welds today!
Newest Guide & Blog Updates

How to Choose the Best Waterproofing System for Your Building in Nigeria
Introduction Water damage is one of the leading causes of structural deterioration in residential, c...

How Gear Oil Protects Industrial Gearboxes
How Gear Oil Protects Industrial Gearboxes Industrial gearboxes are among the most critical compone...

Press Release: Lubemax Reinforces Support for Heavy Equipment Operators
Introduction Epoxy Oilserv Nigeria Limited, the official manufacturer of the high-performance Lubema...
")
Cordless Drill Driver Buying Guide: Features, Prices & DongCheng Review (Nigeria 2026)
Introduction Whether you are a professional contractor working on a high-rise in Lagos, a technician...

Top 5 Tubular Batteries for Reliable Power Backup in Nigeria 2026
Introduction Nigeria's frequent power outages and unreliable electricity supply make having a depend...
")
Top 5 Best Tubular Batteries in Nigeria (2026 Updated Review & Price Guide)
Top 5 Best Tubular Batteries in Nigeria (2026 Updated Review & Price Guide) Introduction Nigeria's p...